
ժ Ҫ: ����׃�����ǹ��̙CеҺ��ϵ�y����ҪԪ��֮һ���Á�����Һ�w���ӷ���������С�������ߵ͡�������׃�����yо�ӹ��|�����P�IҪ�أ�ֱ��Ӱ푉���׃�����������ܼ�ʹ�É�����ԓ��shou�ȿ��Y�ˉ���׃�����yо�� 3 �N�ӹ���ˇ������Ȼ�����̽������C��������yо�׳����q���g���yо�׳���۸�Ч�ӹ����g�����_����ĥ + �Λ_�����q���ܼӹ����g��
0 ����
��ǰ������׃�����ڹ��̙Cе�I��đ���Խ��Խ�V������ҲԽ��Խ����׃������Һ��ϵ�y����ҪԪ��֮һ���Á�����Һ�w���ӷ���������С�������ߵ͡�������׃�����y�ӹ��|�����P�IҪ�أ�ֱ��Ӱ푉���׃�����������ܼ�ʹ�É��������ԣ�������׃�����yо�ӹ���ˇ�����M��̽�����������������¼��g������yо�ӹ��|�����ĸ����ϱ��C����׃���������ķ����ԡ�
1 ����
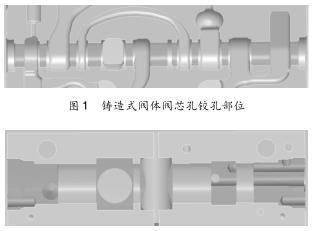
Һ���yо�ӹ��lj���׃���������е��P�I�����c��Ҳ�Ǽӹ��y�c֮һ���yо�ӹ�������Ҫ��ֱ���ߴ羫�ȡ��A�ȡ��A���ȡ�����ֲڶȵȡ�һ����r�£��҂�Ҫ���yо��ֱ���ߴ羫���� 0 �� 0�� 003 mm���A���� 0�� 002 mm �ԃȣ��A������0�� 003 mm �ԃȣ��yо�׃ȱ���ֲڶ��� ��a0�� 2 �ԃȡ�ĿǰҺ���yо�ӹ����^���췀���Ĺ�ˇ������Ҫ�� 3 �N��Ҋ�� 1 �� �� 3��
2 �y�ӹ����g
���^����̽������C������NҺ���yо�ӹ�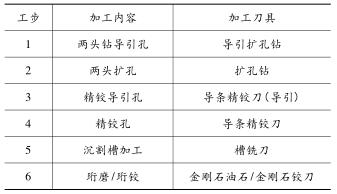 ���g����Ҫ���yо�׳����q���g���yо�׳���۸�Ч�ӹ����g�����_����ĥ + �Λ_�����q���ܼӹ����g��
���g����Ҫ���yо�׳����q���g���yо�׳���۸�Ч�ӹ����g�����_����ĥ + �Λ_�����q���ܼӹ����g��
���g����Ҫ���yо�׳����q���g���yо�׳���۸�Ч�ӹ����g�����_����ĥ + �Λ_�����q���ܼӹ����g��2�� 1 �yо�׳����q���g
�����y�w��Ҫ�ЃɷN��ͣ�һ����D 1 �T��ʽ�y�w��������D 2 �B�Tʽ�y�w�������y����Ҫ�ą^�e���T��ʽ�y�w�y�מ��A�T�ף����_�A�ɭh��ֲ����B�Tʽ�y�w�錍�Ŀןo�A�T�ף��ཻ���^�࣬�Ҳ�Ҏ�t���ӹ��y�ȴ�
ᘌ��ɷN�y�ף����y�ӹ���ˇ���̞�:һ�^�@��→��һ�^�@��→һ�^�U��→��һ�^�U��→���M→�뾫�M→�@�q������→���q�ס�
���y��ˇ���ڹ���ࡢ�ӹ�Ч�ʵ͡��A���Ⱦ��ȵ͆��}�����Q���φ��}��ͨ�^������C���_�l���m���ڲ�ͬҺ���y�ס���ͬ�ӹ�Ч�ʵļӹ����g�����M��ļӹ���ˇ���̞�:�@(�B�T�y�w��Ҫ) →�@������→�U��→�q�ס�
ᘌ��T���y��ֻ���@�����ס��U���q�� 3 �����E���ɣ��ӹ����r�ɿs�̞� 5 ����ԃȡ����g�����c 1:���U�����@���q�����@�ͺ���һ�𣬃ɂ�������һ��ӹ���
���g�����c 2:�U���@���q���@�����A��ʽ�����У����F�U�״������ӹ��U�ӹ����c�������Y�ϣ����F֮ǰ�@�ס��U�ס��M�ďͺϼӹ����q���y��ֱ������≤0�� 02 mm���A����≤0. 01 mm���^������ָ�� cpk≥1�� 33���οӹ����r≤5 min��̎���ИIlingxianˮƽ��
2�� 2 �yо�׳���۸�Ч�ӹ����g
Ŀǰ�y�w������ЃɷN��ͣ�һ����D 3 ���A�T����С��������ۣ�������D 4 �o�A�T��ȫ�ӹ�����ۣ������y����Ҫ�ą^�e��ǰ�ӹ�����С���ӹ�ǰ���治Ҏ�t��������Ҫȫ���ӹ����������ӹ�ǰ����ƽ����
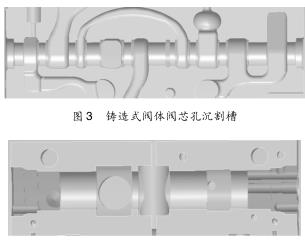
���y�ӹ�������ʹ�� T �Ͳ�㊵�(Ҋ�D 5)�ӹ�����ƈD 3 ����ۣ�ÿ��������Ҫ�ӹ� 2 ��5 min����ƈD4 ����ۣ�ÿ������Ҫ�ӹ� 5 ��10 min������ӹ�Ч�ʣ����ڼӹ�������r��ᘌ� 2 �N����ۣ��аl��ͬ�ĸ�۷������γɳ����ĸ�۷�������� 4 ��ʾ��
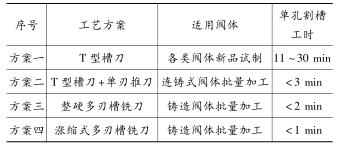
���g�����c 1:�܇��܇�۷������ɹ����D�ӻ��鵶���D�ӣ��OӋ���M������D 6 ��ʾ�����g�����c 2:� T �Ͳ۵���һ�μӹ�һ���۸Ğ�һ�μӹ������ۣ��OӋ���в�㊵�����D 7 ��ʾ�����g�����c 3:�Mһ���������в�㊵������F�Q��Ƭʽ���ԝq�s�ĵ��ߣ���D 8 ��ʾ�����U�OӋ���Ը��ã��������в�㊵����m���ڶ�����L�y�ӹ���
2�� 3 ���_����ĥ + �Λ_�����q���ܼӹ����g
ͬ�ИI�yо�ľ��ܼӹ���������_����ĥ���߆Λ_�����q���ɷN��ˇ���Ѓ�ȱ�c�����_����ĥ�����y��ֱ���ȵı��C�Ѓ��ݣ��Λ_�����q�����C�y�ĈA���Ѓ��ݣ��ɂ���ˇ�κ�ʹ�ã������y�_���A����3 μm���OӋҪ��
���Q�ˆ��}��ͨ�^�{�в�ͬ�S�ҵļӹ��������Y�϶��_����ĥ�c�Λ_�����q��ˇ���c�����ö��_�ӆΛ_���yо����ĥ��ˇ���_�̱��Cֱ���ȣ��Λ_�̱��C�A�ȣ��yо��ֱ������≤0�� 003 mm���ֲڶ�≤��a0�� 2���A���ȿ����� 3 μm �ԃȣ��_�����H�Ƚ�ˮƽ����� 5��ʾ��

3 �Y���Z
Һ���yо�ӹ��lj���׃����������P�I���ڽ��Č��H�����У�߀��Ҫ����̽���µ��ߡ��¹�ˇ�����O�䣬��������������׃��������ˮƽ��













 �Pע�҂� ���F���A
�Pע�҂� ���F���A